免费咨询热线:
133-3779-1118
158-5042-9100


免费咨询热线:
133-3779-1118
158-5042-9100
联系人:金总
电 话:13337791118
邮 箱:632647251@qq.com
网 址:www.tzchichen.com
地 址:泰州市海陵区华港镇李家庄二十组19号
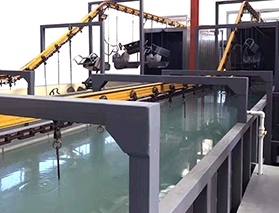
静电喷粉工艺流程主要包括以下步骤:
1.前处理。这一步骤的目的是清洁工件表面,去除油污、灰尘和锈迹,并在工件表面形成一层磷化层或铬化层,这层膜可以增加涂层的附着力和抗腐蚀性。前处理的方法包括浸泡、喷淋或瀑布式处理。
2.静电喷涂。在这一步骤中,使用静电喷塑机,将粉末涂料均匀地喷涂到工件表面。这一过程利用静电吸附原理,确保粉末涂料均匀覆盖工件表面。喷涂后的粉末涂料通过回收系统回收,经筛网处理后可再次使用。
3.高温固化。将喷涂后的工件加热至约200℃的高温环境中,保持20分钟左右(具体温度和时间取决于所使用的粉末类型),使粉末涂料融化、流平并固化,形成均匀、坚硬的涂层。对于特殊的低温粉末,固化温度约为160℃。
4.装饰处理。此步骤旨在使工件达到特定的外观效果,如木纹、花纹或增光等。
5.保护和蔽覆。在喷涂前,使用保护胶等材料掩盖工件上不需要喷涂的部位。
6.预热。对于要求较厚涂层的工件,可以进行预热处理,以增加涂层厚度。
7.清理。涂层固化后,移除保护物,修平毛刺和尖锐部分。
8.检验与缺陷处理。检查工件涂层,对漏喷、碰伤、针孔、气泡等缺陷进行返工或重喷处理。
以上步骤构成了静电喷粉工艺的完整流程,确保了工件表面得到均匀、持久的粉末涂层。